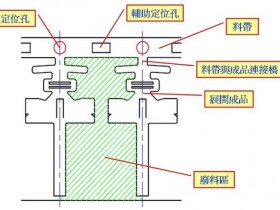
连续模料带形式、功能与系料设计原则
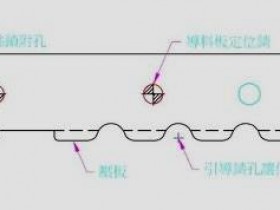
连续模料带设计主要是将冲压制品连结在料带上,以等距离送料的方式将半成品送至各工程站上冲压,将冲压制品连结在料带上有许多种方式,连结方式也需要依据冲压制品特征与冲压方向来决定。连续模主要多了料带来传送半成品,故连续模的材料利用率会比工程模差,但是生产效率却比工程模高很多。
1.冲压制品脱离料带,直接掉落式:在冲压模具末端将成品直接冲落下,冲压制品与料带是分离的。此种冲压制品直接冲落后,震研、清洗即是半成品。此种设计广泛运用于类似电机端子、五金零件、LCD零件、硬盘零组件等都是此种做法。

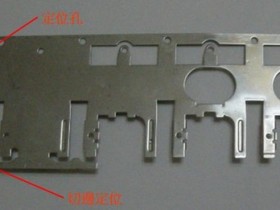
2.冲压制品仍系于料带上:冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,冲压模具后方有收料机将料带连结的冲压制品用治具收起。此种冲压制品一般需作电镀、打线等…后制程处理,所以需连结在料带上作其他制程。此种做法大部分运用在端子类产品上。

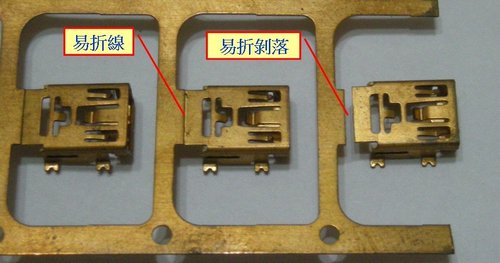
3.冲压制品系于料带上,但是可用手直接剥落:冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,与端子的差异在于可用手将冲压制品与料带剥离。此种制品一样要做电镀等后制程处理,故需将冲压制品连结于料带上,组装时仅需以手将冲压制品剥离料带或使用其他治具、简易模具等…与塑料件组立后剥离,即是半成品。一般类似弹片类、USB连接器、连接器外壳等就是使用此种做法。